手 机:15112316407
Q Q:272794434
网 址:www.007her.com
地 址:广东省东莞市大岭山镇农村工业路22号101室
点焊电极在点焊进行中的效果十分要害,首先是资料的挑选应该是高硬度,高电导率,软化温度高,其次在焊接中尽量让焊接段的电极压力缓和,这样才能够不让电极的损耗加大。焊接时,假如要求相对无痕焊接,则能够加大下电极的平面直径,上电极能够规划相对小,由于一般点焊机的控制器都设置有焊接保持时刻,一个焊接工序完成后,板材还在下电极上,焊接后的热量假如不能敏捷散去,则会导致焊接影响区变大,这样无痕的效果会很差,所以尽量加大下电极的直径,并且合作以那种冷水作为循环水,这样焊接完成后效果肯定不错。
为确保电极的使用寿命,一般规划成球面电极。焊接压力、焊接时刻、焊接电流是电阻焊的三要素,人们往往对焊接电流和时刻很注重,而忽视焊接压力的问题。其实焊接压力在整个焊点的构成过程中的效果是十分巨大地,首先预压力是战胜板材之间的曲张,让电极和板材紧密接触,构成良好的焊接通路,通过电流以后,给必定的压力避免飞溅和构成焊核,高档的电阻焊会有几个不等的气阀在焊接的不同阶段施以不同的压力,工件不同压力曲线也不尽相同。点焊机的加压系统不仅仅是一个气缸的问题,随动性要好,内部的摩察系数要小,导向轴最 好和气缸规划在一起。有条件的话能够加缓冲避免气缸的冲撞力对点焊机电极的伤害。

所以说,电阻焊的三要素都不可忽视,应该一起引起注重,其实实际应用中多点焊机的利用率并不高,假如或许的话尽量在单台点焊机完成,辅助较好的焊装夹具即可。在焊接大板面的时分,一个点焊电极的焊接速度比较慢,这是能够规划几个电极同时作业,每个点焊电极都有自己独立的加压系统,这样能确保每一个焊点的质量,依据工件的不同,能够规划成排焊、圆形焊、及其他异形多点焊机。
点焊机的电极的效果,简略能够分为点焊电极、凸焊电极、及钎焊电极。点焊电极的资料一般是洛锆青铜,或者是铍铜。凸焊电极一般是洛锆青铜,钎焊的电极相对丰厚一点,如石墨、洛锆镁、钼电极、钨铜合金、假如要求不高的话用硬质合金也可。点焊电极要经常修磨,确保他的平整度,表面光滑不粗糙,及电极头的直径。凸焊电极的平整度要求就更高,要经常测验确保焊接质量。钎焊电极除了确保平整度外,注意不要我工件操作避免压坏电极
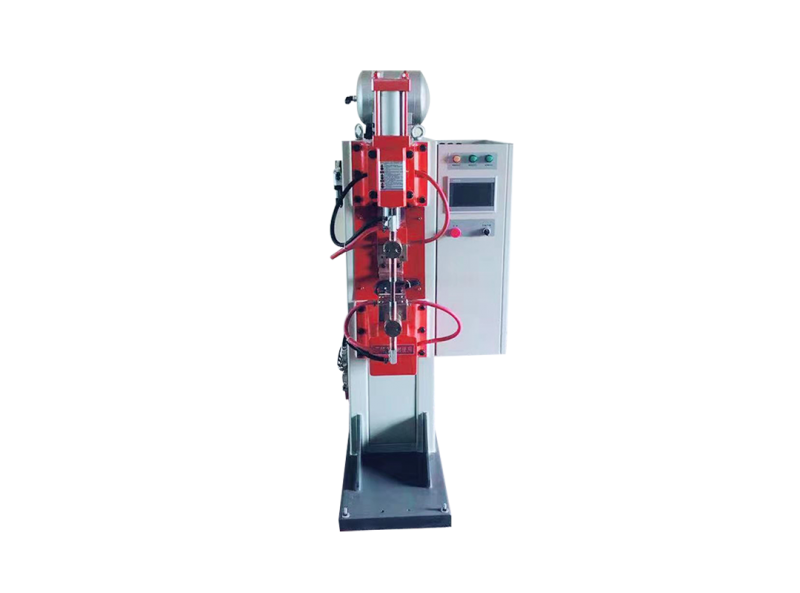
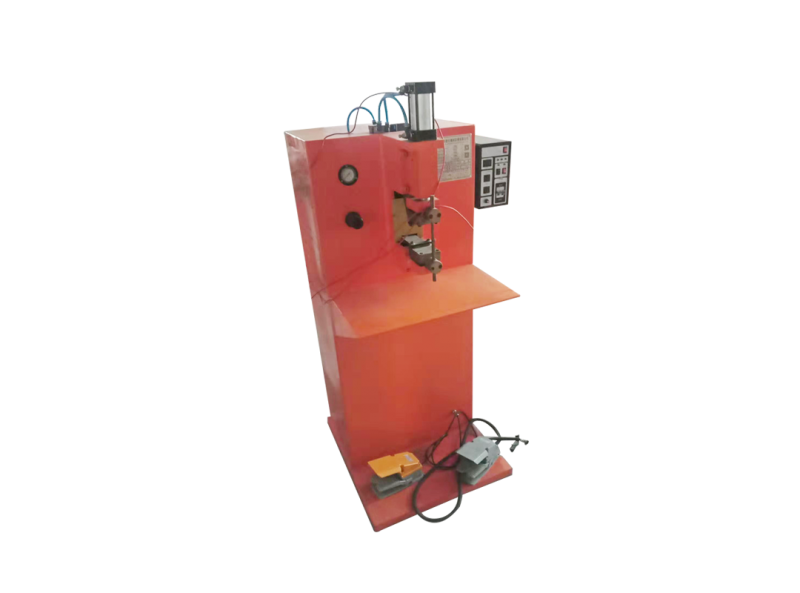
由于点焊机作业的便利性,现在许多i金属薄板加工的企业一般都挑选点焊机作为主力焊机,但是市面上的点焊机品种,十分多怎么挑选也是个问题,下面谈谈点焊机的挑选要素。点焊机作业时,和电流的巨细,焊接时刻、焊接压力有很大的联系。传统点焊机的加压系统有脚踏式(人工)、凸轮(电机)、气动 (外部气源)、还有少数的液压(一般用在真空分散焊),基本是这么几种。
压力在点焊机作业时起的效果往往被大多数人忽略,熔点在构成焊核时,压力过大过小都会构成飞溅焊核的裂纹会很大,压力过猛也会构成缩孔,这就要求加压系统的随动性好,即随时停止。好的压力曲线是一台好的点焊机的根底。为了避免缸体拉缸采纳直线轴承作为压力传送的介质是十分理想的东西,电流采纳闭环控制,这样能够避免电流大的动摇。整个机体的规划最 好钢板焊接,这样机器的挠度比较强。综上所述,即微机控制器、直线轴承、机体钢板焊接,一般这样的机器就差不多了。
手机:15112316407(蒋生)
电话:13923782005(何生)
邮箱:272794434@qq.com
地址:广东省东莞市大岭山镇农场工业路22号101室

微信号